Matice DN Nerezová šroubení pro kompresní instrumentaci


| Vnější průměr trubky | Základní objednací číslo |
| Rozměry, v. | |
| 1/16 | DN-01 |
| 1/8 | DN-02 |
| 3/16 | DN-03 |
| 1/4 | DN-04 |
| 5/16 | DN-05 |
| 3/8 | DN-06 |
| 1/2 | DN-08 |
| 5/8 | DN-10 |
| 3/4 | DN-12 |
| 7/8 | DN-14 |
| 1 | DN-16 |
| 1-1/4 | DN-20 |
| 1-1/2 | DN-24 |
| 2 | DN-32 |
Zaměnitelnost pro referenci
Parker:
Eaton/WeatherHead:
Midland:
swagelok: -100-P -200-P -300-P -400-P -500-P -600-P -810-P -1010-P -1210-P -1410-P -1610-P -2000-P -2400-P -3200-P
Pozor prosím: Nabídky a dodání neskladových položek dodáváme na vyžádání.Konfigurace a rozměry se mohou bez upozornění změnit.
Přístrojová armatura trubky
Výměna s Parker CPI, Swagelok, Parker A-LOK, HOKE Gyrolok atd.
Aplikace
Je navržen s využitím průmyslových kódů a specifikací s dodatečným špičkovým inženýrstvím v oblasti pěchování a integrity těsnění.Poskytuje vynikající těsnost utěsnění u vysokotlakého plynu, vakua, impulsu, tepelného šoku, silných vibrací a mnoha dalších přísných aplikacích v řídicích systémech, procesních a přístrojových zařízeních a v průmyslových zařízeních používaných v různých aplikacích.Například: celulózky a papírny, závody na zpracování ropy, závody na chemické zpracování, chromatografie, závody na výrobu energie... .
Funkce
- Konstrukce - Čtyřdílná jednotka: tělo, matice, přední a zadní objímka.Extrudovaná a kovaná konfigurace.
- Samovyrovnávací, odolnost proti vibracím, odolnost proti cyklování teploty..
- Výhody – Snadná instalace, antikorozní ochrana a během instalace se na potrubí nepřenáší žádný krouticí moment.
- Materiály – standardně SS316.SS304 a mosaz jsou k dispozici na vyžádání.
Specifikace
- Teplotní rozsah: -325 °F až 1200 °F (-198 °C až 648 °C)
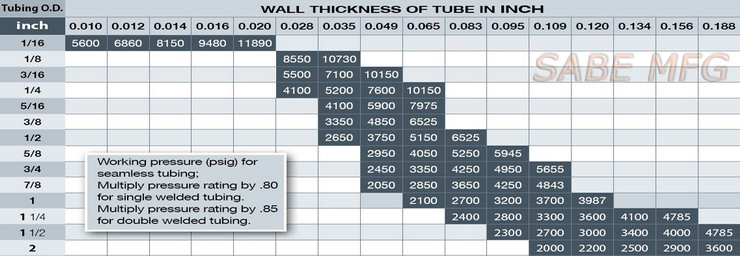
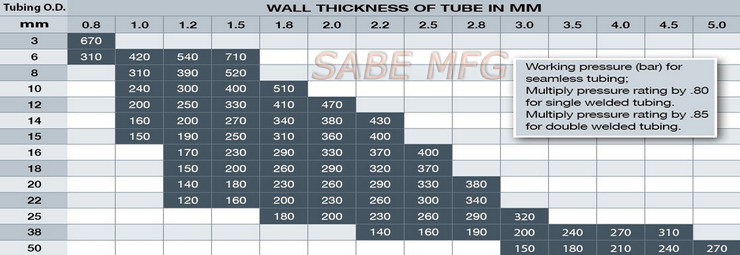
- Pracovní tlak viz tabulka níže
Montážní návod
Armatury SABE se dodávají smontované a utažené prsty.Jsou připraveny k okamžitému použití.Demontáž před použitím může způsobit vniknutí nečistot nebo cizího materiálu do armatury, což může způsobit netěsnosti.
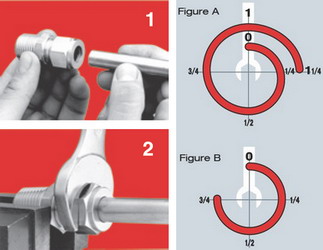
1. Vložte hadičku do hadičky.Ujistěte se, že hadička pevně dosedá na ramena tvarovky a že matice je pevně utažena.V této poloze se trubice neotáčí rukou.
2. Před utažením matice se doporučuje narýsovat na šestihran matice přesahující do těla šroubení rysku v poloze „0“.Tato značka bude sloužit jako indikátor pro výchozí bod a správné vytažení.
3. Zatímco držíte tělo šroubení ve stabilní poloze pomocí záložního klíče, utáhněte matici o 1-1/4 otáčky, sledujte rysku a proveďte jednu úplnou otáčku.Poté pokračujte v otáčení do polohy Konec podle obrázku A. (U trubkových tvarovek o velikosti 1/8″ a 3/16″ jsou vyžadovány pouze 3/4 otáčky z utažení prstem jako na obrázku B)





